
アスカカンパニー株式会社は、1968年創業、兵庫県加東市に本社を置く、プラスチック製品の開発・製造を手掛ける企業です。射出成形ラインの無人化やAI・IoTの活用により、生産効率と品質向上を両立させた取り組みが高く評価され、KANSAI DX AWARD 2025 金賞(中堅・中小企業部門)を受賞しました。今回は、長年の改善活動に根ざした組織文化を背景に、現場主導でのカメラ検査や成形機のIoT化などを進め、DXを定着させ成果を上げてきた経緯について、小林孝洋執行役員生産本部長に伺いました。
KANSAI DX AWARD
2025
2025
- トップページ
- KANSAI DX AWARD
- KANSAI DX AWARD 2025 受賞企業一覧
- 金賞(中堅・中小企業部門) アスカカンパニー株式会社
金賞(中堅・中小企業部門)アスカカンパニー株式会社

~品質向上と省エネ、働き方改革を実現~
─貴社がDXに取り組むことになった背景を教えてください。
 当社では、創業以来、全社員参加のQCサークル活動(※)を「MK活動(みんなで活動・みんなで改善)」と命名し、継続してきました。基本理念である「楽・正・早・安」に基づき、従業員が安全かつ効率的に作業できる環境づくりを重視しています。この組織文化を背景に、2005年には外観不良撲滅を目的としてカメラ検査を導入しましたが、当時は外部委託のシステムではデータ記録が不十分で、発生傾向の特定や現場での調整が困難でした。そこで、顧客クレーム対策と品質向上を目的に、汎用性の高いカメラ検査装置を自社開発しました。また、多品種小ロットの生産体制や夜間稼働に伴う人員確保の難しさもあり、これらの課題解決がDX推進の大きな契機となりました。
当社では、創業以来、全社員参加のQCサークル活動(※)を「MK活動(みんなで活動・みんなで改善)」と命名し、継続してきました。基本理念である「楽・正・早・安」に基づき、従業員が安全かつ効率的に作業できる環境づくりを重視しています。この組織文化を背景に、2005年には外観不良撲滅を目的としてカメラ検査を導入しましたが、当時は外部委託のシステムではデータ記録が不十分で、発生傾向の特定や現場での調整が困難でした。そこで、顧客クレーム対策と品質向上を目的に、汎用性の高いカメラ検査装置を自社開発しました。また、多品種小ロットの生産体制や夜間稼働に伴う人員確保の難しさもあり、これらの課題解決がDX推進の大きな契機となりました。
※QCサークル活動:現場の従業員が小グループをつくり、自主的に品質向上や業務改善、業務上の問題解決に取り組む活動のこと
─その課題に対して、どのような思いで取り組まれたのでしょうか?
「お客様に高品質な製品を届けたい」「従業員の負荷を軽減したい」という経営陣の思いが、AIカメラ検査導入への強い意志となり、DX推進の第一歩が踏み出されました。業界特有の多品種小ロット生産や人手に依存した検査体制という制約が、個人と企業の挑戦心をさらに駆り立てる原動力となりました。
─DXを進めるうえで、特に苦労された点は何でしょうか?
当社で本格的にデジタル技術を導入した当初は、社内に専門知識を持つ人材がおらず、外部に依存せざるを得ない状況でした。しかし、外部委託だけでは対応に限界があり、自社でシステムを開発する道を選びました。自社開発には時間もコストもかかり、技術的な不安も伴うため、限られたリソースの中で効率的に進める必要がありました。
加えて、現場には「IoTやAIは人の仕事を奪うのではないか」といった誤解や、長年の慣習に基づく変化への抵抗もありました。作業員や管理者にとって新しい技術は未知の領域で、導入初期は操作や理解に時間がかかり、プロジェクト推進の障壁となりました。
─それらの課題はどのように乗り越えられたのでしょうか?
まず現場にとって最も身近な課題である「品質改善」に焦点を当て、DX導入の意義を明確に伝えました。「クレーム0は生産性向上につながる」という理念のもと取り組むことで、現場の理解と協力を得ることができました。また、取得データの可視化には工夫を重ね、専門知識がなくても誰でも状況を把握できる仕組みを整備しました。従業員は日々の業務の中で試行錯誤を重ね、MK活動の理念「楽・正・早・安」を意識しながら改善を積み重ねました。
─成功の要因は何だったのでしょうか?
カメラ検査導入当初、現場からは「仕事のやり方が変わる」といった不安の声がありました。しかし、1台目のカメラが1億2,000万個の出荷に対してクレーム0を達成したことで、認識は一変しました。成功の鍵は、カメラやIoTを単なる自動化装置ではなく、「人を助け、成長を支援するツール」と捉え直した点にあります。これまで技術者が培ってきた「感覚」や「経験」が客観的なデータに裏付けられ、誰でも改善に取り組める仕組みが整いました。私たちは機械化による自動化・無人化は「人を排除する」というイメージではなく、「機械は人を助け、人を育成する」という位置づけであると考え、を社内教育を通じて、浸透させたことが成功の大きな要因です。
─貴社が取り組まれているDXの具体的な内容を教えてください。
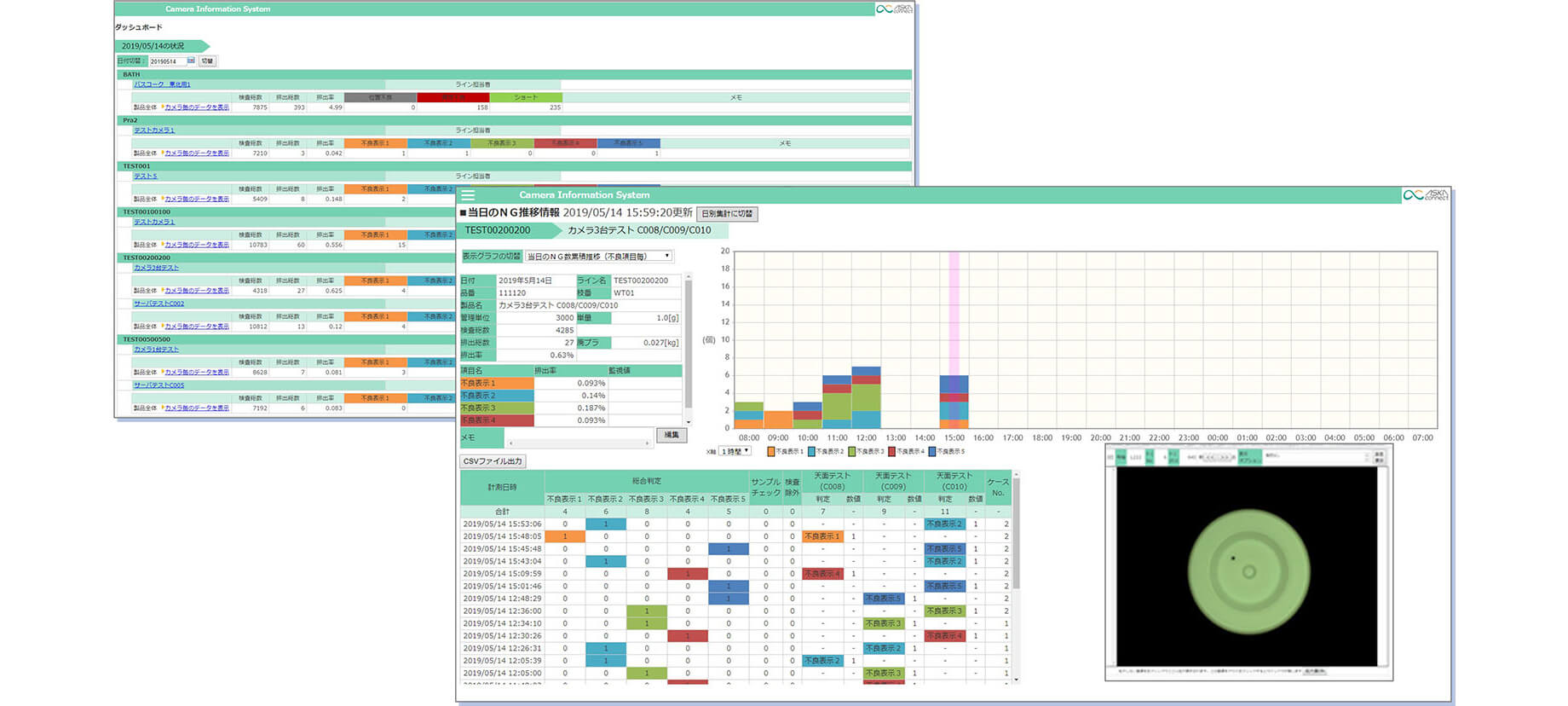
製品外観は全数カメラ撮影され、自社開発の「CiS(Camera Information System)」で全工場の生産状況をリアルタイムに可視化しています。不良発生数や傾向を把握でき、現場に行かなくても状況確認が可能です。改良を重ね、誰でも生産状況を一目で確認できる仕組みが整い、社員自ら改善策を考える文化が根付きました。
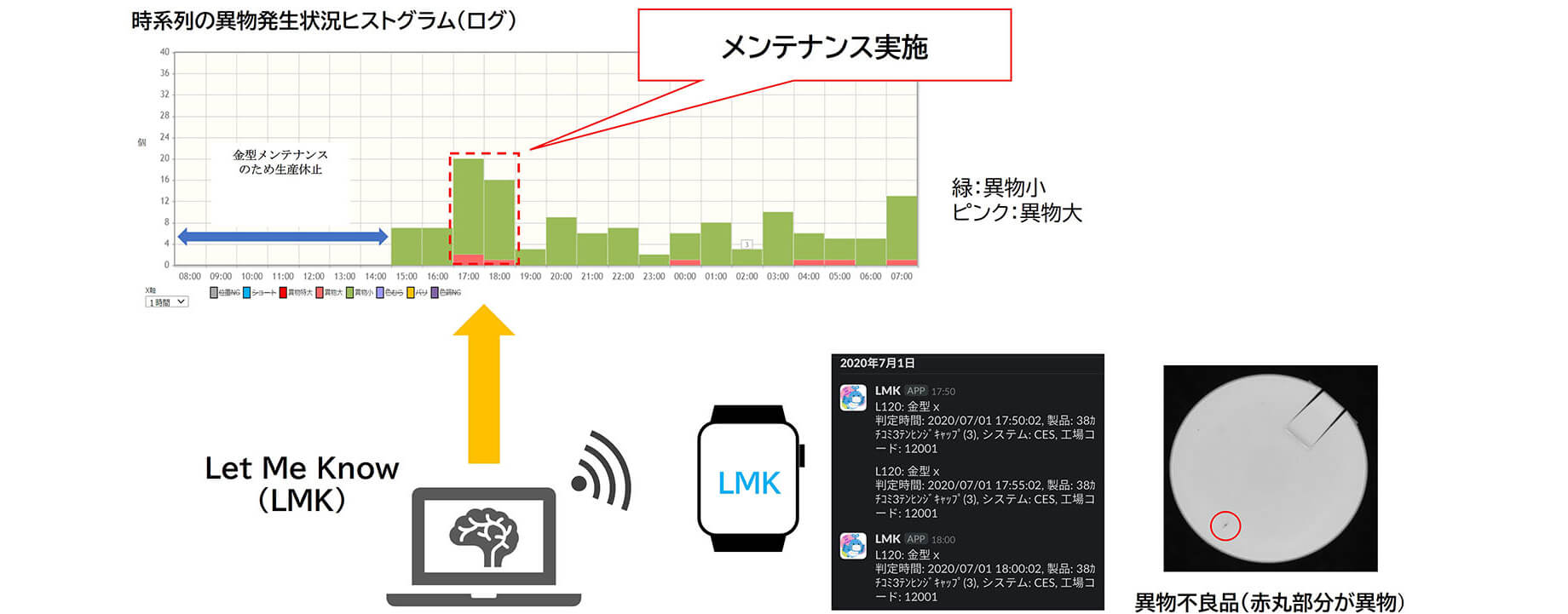
成形機にはセンサーを設置し、「MiS(Molding Information System)や「My CFM(My Clamping Force Monitor)」といったシステムを導入。My CFMでは金型をしっかり閉じた状態に保つために必要な力である型締力をリアルタイムで監視し、熟練者の感覚に頼っていた微細な異常も数値で把握できます。MiSと連携することで、異常の早期検知や予防保全、不良原因の特定が可能です。さらに、データ監視・自動通知システムである「Let Me Know」により、異常発生時には作業者や管理者のスマートウォッチに通知され、現場外でも迅速に対応できます。
社内では大学教授による勉強会や技術相談会を定期開催し、各部門のDX活用スキルを向上。これらのノウハウはセミナーや海外研修団の受け入れを通じて社外にも提供され、産業全体の生産性向上につながっています。
2020年からは、工場内約160台の設備データをBIツールで可視化し、空調や冷却水を自動制御することで、省エネと設備管理効率化も実現しています。
─それらの取り組みの成果について教えてください。
まず品質面では、全数検査の導入により約10年間で生産額は2倍以上に拡大し、クレーム件数は95%減少。顧客からの信頼も高まり、大手企業とも商社を介さず直接取引できる体制を築きました。
省エネ・コスト面でも成果があり、コンプレッサーの運用最適化で電力消費を18.8%削減。さらに工場内設備の自動制御や空調・冷却水の最適化により、直近5年間で年間約1,200万円の電力コスト削減を達成しました。
また、生産管理のリアルタイム化により工場の稼働率や原価を一元管理できるようになり、経営会議も月1回から週1回に増加。即時の意思決定が可能となりました。
さらに、常時検査からスポット検査への切り替えや夜間無人化を実現し、時間外労働も削減。新卒3年間の定着率は100%、年間離職率も3〜5%で推移し、厚労省や県からの表彰も多数受けています。DXは単なるシステム導入にとどまらず、社員の働き方や組織文化の改善にも大きく寄与しています。
─KANSAI DX AWARD受賞後の社内外の反響について教えてください。
この度の受賞は、経営陣から現場スタッフに至るまで、全社一丸となって取り組んできた長年の努力が外部から高く評価された証であり、社内では大きな喜びとともに、これまでの歩みを振り返る声が多く聞かれました。
─今後のビジョンや計画について教えてください。
これまでのDX推進により、成形機や生産設備の稼働状況、品質データなどを蓄積できるようになりました。今後は、現場の従業員一人ひとりがこれらのデータを活用し業務改善できる環境を整備します。生成AIや協働ロボットの導入により、現場のアイデアを迅速に形にし、「機械と人が協働する柔軟で持続可能なものづくり」を推進。生産性向上と社員の働きやすさを両立させる取り組みを続けていきます。

─最後に、これからDXを推進される企業の皆さまへのメッセージをお願いします。
私たちはDXを「人を助け、人の力を最大限に引き出すための手段」と捉えています。機械と人が互いの強みを生かし合う協働型のものづくりを目指し、現場に寄り添ったデジタル活用と、次のステップとなるAI導入にも取り組んでいます。
10年以上のDX実践で培ったノウハウは、セミナーや工場見学会・技術交流会を通じて企業・団体の皆さまへ提供しています。生産ラインの無人化やデータ活用などの実例を共有し、DX推進の参考としてご活用いただけます。お気軽にお問い合わせください。
DXには不安や抵抗、部門の壁など課題もありますが、大切なのは「まず一歩踏み出すこと」と「人とデジタルの両輪で進めること」です。私たちも挑戦を続け、テクノロジーと人の力を融合させながら、より良い未来を切り拓いてまいります。